Professional Premium Aluminum Oxide Products Supplier

PRODUCT PARAMETERS
Description
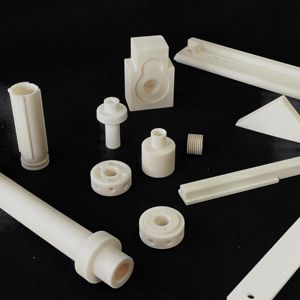
Overview of Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball
Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball is manufactured from 99%+ pure aluminum oxide (Al₂O₃), delivering exceptional mechanical strength and thermal stability. These advanced ceramic parts maintain dimensional stability in extreme environments up to 1800°C, making them perfect for demanding applications in semiconductor equipment, aerospace components, chemical processing, and high-temperature industrial machinery.
Features of Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball
Ultra-High Temperature Resistance – Withstands continuous operation up to 1800°C
Exceptional Mechanical Strength – Superior hardness and wear resistance compared to metals
Corrosion & Chemical Proof – Resists acids, alkalis, and harsh industrial chemicals
Electrical Insulation – Excellent dielectric properties for electronic applications
Customizable Designs – Available in complex geometries with tight tolerances (±0.01mm)

(Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball)
Specification of Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball
This alumina ceramic ball is made for pump valves. It is a custom part built for exact performance. The material is high-purity alumina oxide. This gives it exceptional hardness. It withstands severe wear much longer than metal. Abrasive slurries cause less damage. The ball surface is extremely smooth. This minimizes friction inside the pump valve. Sealing becomes more reliable. Leakage risks drop.
Chemical resistance is a key strength. This ceramic ball ignores most acids and alkalis. It handles corrosive fluids safely. Rust is not a problem. Metal parts often fail here. The ball stays stable in high temperatures too. Pump environments get hot. This material handles the heat.
Precise dimensions are critical. We make the ball to your exact valve specs. Diameter tolerance is very tight. Roundness is carefully controlled. This ensures a perfect fit and seal every time. Your pump valve works as designed. Downtime decreases. Lifespan extends.
Customization is standard. We produce specific sizes and shapes. Your unique pump valve requirements are met. The alumina ceramic ball integrates smoothly. Pump efficiency improves. Maintenance costs fall. Performance remains consistent under pressure. It resists impact shock well. This reliability matters in demanding operations. You get a durable, high-performance component. It simply works better.

(Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball)
Applications of Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball
Alumina ceramic parts solve tough problems in pump valves. Standard materials often fail. Our bespoke precise ceramic balls change that. Alumina ceramic is extremely hard. This hardness resists wear exceptionally well. Valves last much longer. Maintenance costs drop significantly. You see fewer replacements. Downtime reduces.
Alumina ceramic handles tough chemicals easily. It resists acids, bases, and solvents. Corrosion damage is minimal. Pump performance stays stable. Seal integrity remains high. This is vital for chemical processing, pharmaceuticals, and water treatment. Reliability improves.
High temperatures are no problem. Alumina ceramic works fine in very hot environments. Thermal shock resistance is good. The material keeps its strength. Valves operate consistently under heat stress. This suits oil and gas, power generation, and furnace applications.
Our focus is custom ceramic balls. We make them precisely for your pump valve. Exact dimensions are critical. We achieve tight tolerances consistently. A perfect fit ensures smooth operation. Leakage risks are minimized. Surface finishes are controlled. Friction reduces. Wear on other valve parts decreases.
Custom shapes are possible. We adapt to unique valve designs. Specific performance needs are met. We use high-purity alumina. This guarantees consistent properties. Density and microstructure are controlled. Strength and durability are maximized. Your valve gets the best possible component.
These ceramic balls boost pump valve efficiency. They handle abrasion, corrosion, and heat. Flow control becomes more precise. System reliability increases overall. Energy consumption may lower. Industries like mining, food processing, and semiconductor manufacturing benefit greatly.

Company Profile
Alumina Technology Co., Ltd,. We focus on the research and development, production and sales of alumina products, serving the electronics, ceramics, chemical and other industries. Since its establishment in 2005, the company has been committed to providing customers with the best products and services, and has become a leader in the industry through continuous technological innovation and strict quality management.
Our products includes but not limited to Alumina Boat, Alumina Crucible, Alumina Dish, Alumina Foam Filter, Alumina Plate, Alumina Rod, Alumina Bar, Alumina Balls, Filter Alumina, Nano Alumina Powder, Spherical Alumina Powder, ect. please feel free to contact us.(nanotrun@yahoo.com)

Payment Methods
T/T, Western Union, Paypal, Credit Card etc.
Shipment Methods
By air, by sea, by express, as customers request.
5 FAQs of Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball
What material is this ceramic ball?
It uses high-grade alumina ceramic. This is aluminum oxide. This material is very hard. It is also extremely wear resistant. This toughness is important for pump valves. Pump valves face constant friction and impact. Alumina handles this well. It lasts much longer than metal parts.
How precise can you make these balls?
We achieve very tight tolerances. We can machine balls to exact sizes needed. Typical precision levels are within microns. We use advanced grinding equipment. This ensures perfect roundness and surface finish. A smooth, perfectly round ball seals better. This prevents leaks in your valve.
Can you make custom sizes and shapes?
Yes, we specialize in bespoke parts. We make balls to your exact specifications. Tell us the diameter you require. We can also make slightly non-standard shapes if needed. Our process handles complex geometries. We work from your drawings or samples. We confirm dimensions before production.
Why choose ceramic over metal for pump valves?
Ceramic balls offer key advantages. They are much harder than most metals. This means they resist wear far better. They don’t corrode like steel can. Harsh chemicals won’t damage them. Ceramic is also lighter than metal. This reduces wear on other valve components. Overall, ceramic parts give longer service life.
Will this ceramic ball handle aggressive chemicals?
Yes, alumina ceramic is highly inert. It resists almost all acids and alkalis. Strong solvents won’t affect it. This chemical stability is a major benefit. Your pump valve can handle corrosive fluids safely. The ball won’t degrade or contaminate the fluid. This reliability is crucial for demanding applications.

(Alumina Ceramic Part for Pump Valve Bespoke Precise Ceramic Ball)
REQUEST A QUOTE
RELATED PRODUCTS

High Density Alumina Ceramic Piece Porcelain Insulation Part 95 Al2o3

Good Quality Ceramic Zirconia Sealing Ring Electronic Ceramic Parts Alumina Ceramic

799 Alumina Ceramic Tube Closed One End
Vacuum Suction Alumina Ceramic OEM ODM End Effectors Wafer Handling Arm With PTFE Coating for Semiconductor Wafer

6holes Alumina 99.8% Ceramic Tubes
